












Why Is My DTF Transfer Not Sticking? 7 Causes and Fixes
A DTF transfer that won’t stick — or that looks correct immediately after pressing but lifts, cracks, or peels after a few washes — is one of the most frustrating and costly production problems in DTF printing. The root cause is almost never obvious from the surface result alone. Adhesion failure can originate from the curing stage, the heat press settings, the fabric itself, the film quality, the powder condition, the peel timing, or the absence of a second press. This guide works through all seven, systematically.
Under-Cured Powder
Heat Press Settings
Fabric Issues
Film Quality
Powder Degradation
Peel Timing
No Second Press
Adhesion Failure Is a System Problem, Not a Single-Variable Problem
Every DTF transfer that fails to adhere correctly does so because at least one link in the adhesion chain broke down. That chain runs from the curing tunnel — where the hot melt powder must fully fuse — through the heat press — where it must transfer completely to the fabric — to the peel stage and beyond. The seven causes below are ordered by frequency: under-curing is the most common, insufficient second pressing is the most overlooked. Working through them in order is the fastest way to isolate and correct the problem.
1. Under-Cured Hot Melt Powder
Hot melt powder must reach its full melt-and-fuse temperature in the curing tunnel before the film enters the heat press. If the powder is incompletely fused — either because curing temperature was too low, dwell time too short, or the tunnel temperature is not uniform across its width — the adhesive layer going into the heat press is partially liquid and partially solid. Under press pressure, only the fully-fused zones transfer cleanly to the fabric. Partially-fused zones transfer incompletely, leaving adhesive behind on the film and producing a patchy, low-adhesion result that fails within a handful of washes.

2. Incorrect Heat Press Temperature, Time, or Pressure
The heat press must deliver three variables simultaneously within a narrow window: sufficient temperature to re-melt the cured adhesive layer and bond it to fabric fibers, sufficient dwell time for the melt and bond to complete, and sufficient pressure to ensure full contact between adhesive and fabric across the entire design area. A deficiency in any one of the three — even if the other two are correct — produces adhesion failure that varies in pattern depending on which variable is the problem.
Always pre-press the garment for 3–5 seconds before positioning the transfer. Fabric moisture — even imperceptible levels from storage — reduces the effective bonding temperature at the fabric surface and is a frequently overlooked cause of edge lifting on otherwise correctly pressed transfers.

3. Fabric Type and Surface Condition
DTF hot melt adhesive bonds to fabric by mechanically interlocking with the fiber structure during pressing. Fabrics that resist this interlocking — because of surface coatings, fiber density, synthetic content, or water-repellent finishes — produce predictably weak adhesion regardless of how correctly every other parameter is set.
4. Film Quality and Coating Inconsistency
The film’s release coating determines how cleanly and completely the adhesive layer transfers from the film to the fabric during pressing. If the release coating is too heavy, adhesion between the cured adhesive and the film surface is lower than the adhesion between the adhesive and the fabric — which sounds desirable but in practice means the adhesive delaminates from the film before full contact with the fabric is established, producing edge lifting and incomplete transfer. If the release coating is too light, the adhesive fails to release from the film at all.
5. Degraded or Moisture-Contaminated Hot Melt Powder
Hot melt powder is hygroscopic — it absorbs moisture from the ambient air. When powder absorbs moisture, two problems develop: the particles partially swell and begin to fuse together in the storage container (clumping), and the moisture content alters the powder’s melt behavior during curing. Clumped powder applies unevenly to the ink surface, creating zones of high and low adhesive density. Moisture-affected powder requires higher temperatures to fully fuse, and may not fully fuse at all within the curing tunnel’s operating range, producing a transfer that appears complete but delaminates after the first wash.
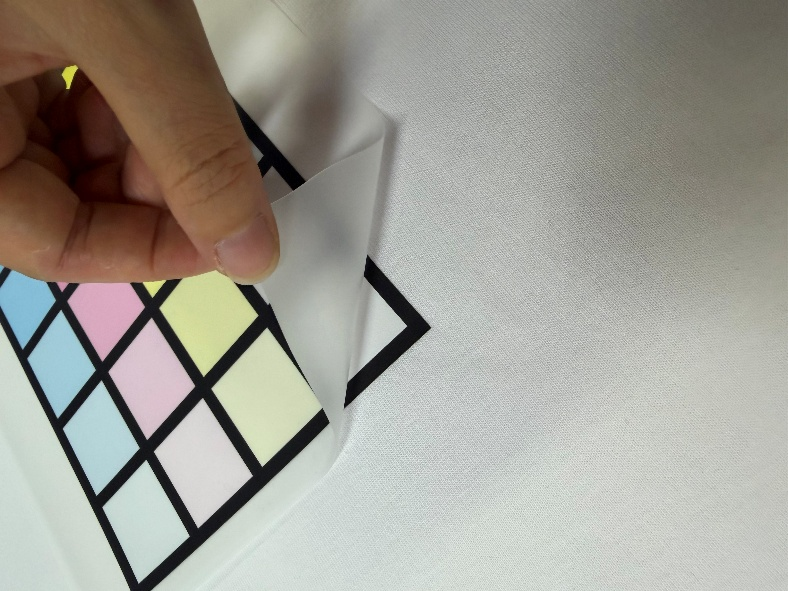
6. Wrong Peel Timing or Technique
The moment at which the film is peeled from the transfer — and the angle and speed at which the peel occurs — affects whether the adhesive bond completes correctly. DTF films are specified as either hot peel or cold peel, and using the wrong peel timing for the film type interrupts the bonding process at a critical moment. Peeling too early (before the adhesive has sufficiently bonded to the fabric) tears the adhesive layer. Peeling too slowly at an incorrect angle causes portions of the design to lift with the film rather than remaining on the garment.
7. Missing Second Press / Post-Press Sealing
The second press — applying the heat press again over the transfer after the film has been peeled — is the single most overlooked step in DTF production. Many operators treat it as optional. It is not optional for garments that will undergo regular laundering. The second press re-flows the surface of the adhesive layer, improving its mechanical bond to the fabric fibers by increasing the contact area, and seals the transfer edges that are most vulnerable to washing-induced delamination. Skipping this step reduces practical wash durability by 20–40% regardless of how correctly all other parameters were set.
Second Press Protocol
Step 1: Complete first press and peel.
Step 2: Place a clean Teflon sheet or parchment paper directly over the transferred design.
Step 3: Press at the same temperature as the first press for 8–12 seconds.
Step 4: Lift and allow to cool fully. The Teflon prevents the adhesive surface from sticking to the platen while allowing heat and pressure to penetrate.
Our Film Standard
Film That Removes Cause #4 From Your Checklist Entirely
Causes 1, 2, 3, 5, 6, and 7 are all within your control as an operator. Cause 4 — film coating quality — is determined before the film reaches you. We supply film with release coating weight specifications tested and documented at the batch level, uniform absorption coating verified at 100% ink load, and calibration-tested compatibility with our ink system. Film quality should not be one of your troubleshooting variables.




News & Events
learn more-
 Blog
Press Release Jul-17-2026
Blog
Press Release Jul-17-2026What Causes DTF Ink Smearing and How to Prevent It
Ink smearing in DTF printing is not a single-cause problem. It is the visible result of one or more failures across five interdependent variables: film coating quality, ink formulation, print parameters, ambient humidity, and consumable compatibility. A solution that addresses only one variable while ignoring the others rarely eliminates the problem -
 Blog
Press Release Jul-17-2026
Blog
Press Release Jul-17-2026DTF Film Anti-Static Treatment: Why It Matters for Roll-to-Roll Production
Untreated PET film builds static charge during roll-to-roll production, particularly under variable humidity conditions. The consequences are not merely cosmetic — powder sticking, airborne dust attraction, printhead nozzle contamination, and ultimately permanent printhead damage form a predictable failure chain that anti-static treatment is specifically engineered to interrupt. Our DTF film undergoes a full anti-static surface treatment that delivers zero powder adhesion under all production conditions. -
 Blog
Press Release Jul-17-2026
Blog
Press Release Jul-17-2026DTF Film Wash Durability Test: How Many Washes Can a Transfer Survive?
Industry-standard DTF transfers are typically rated for around 30 wash cycles before noticeable cracking, fading, or edge lifting occurs. Our water-based, eco-friendly DTF film extends that figure to 50+ washes under the same rigorous test protocol — without compromising on environmental safety. This article explains exactly how that number is measured, what causes a transfer to fail, and how our formulation closes the gap between durability and sustainability.

contact
Tel: +86 17706217416
Add: Building L2A, No. 520, Lane 1588, Zhuguang Road, Hongqiao World Center, Qingpu District, Shanghai, China
follow us:


